
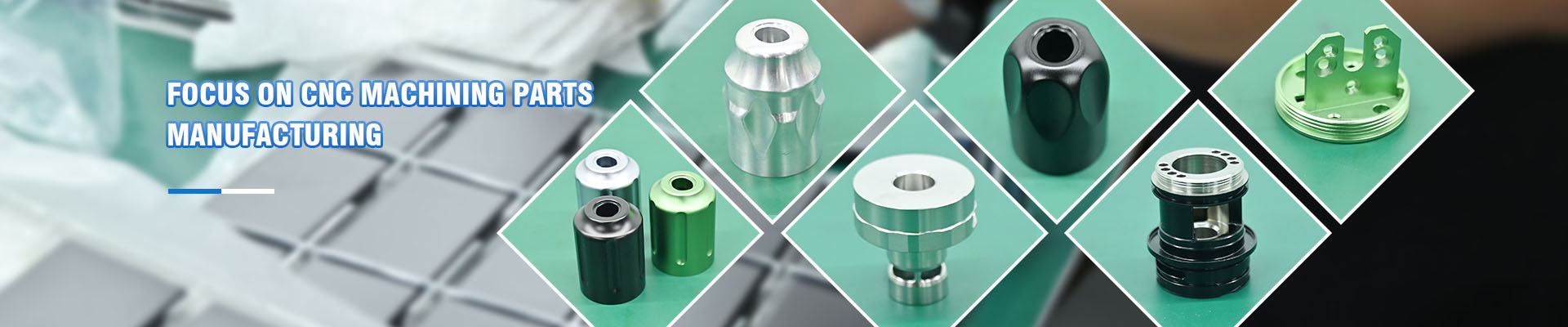

Volgens de ontwerpvereisten van de tekeningen wordt een aluminiumlegering met lage dichtheid en hoge sterkte als grondstof geselecteerd.
Volgens de ontwerpvereisten van de tekeningen wordt een aluminiumlegering met lage dichtheid en hoge sterkte als grondstof gekozen.
Materiaalinspectie: De chemische samenstelling en mechanische eigenschappen van de grondstoffen worden strikt geïnspecteerd om ervoor te zorgen dat ze aan de technische vereisten voldoen, en de materialen moeten worden getest om relevante testrapporten zoals MSDS en SGS te verkrijgen.
Blanke productie: De aluminium staaf wordt gesmolten en geëxtrudeerd om het aluminium profiel met de vereiste dwarsdoorsnedevorm te verkrijgen. En het geproduceerde profiel wordt geïnspecteerd.
Mechanische verwerking: De materiaalbediende neemt de materialen in ontvangst en controleert of de materialen voldoen aan de eisen van de tekeningen. De technisch supervisor formuleert de verwerkingsprocedures volgens de tekeningen en ontwerpt en produceert geschikte armaturen. Na bovenstaande voorbereidingen begint de technisch begeleider met het afstellen van de machine. Nadat de onderdelen zijn verwerkt, wordt het eerste stuk geïnspecteerd. De kwaliteitssupervisor bevestigt dat het eerste stuk gekwalificeerd is vóór massaproductie. Tijdens het massaproductieproces moeten willekeurige inspecties worden uitgevoerd om kwaliteitsproblemen van onderdelen als gevolg van andere factoren, zoals slijtage van de mesdeeltjes en het niet tijdig vervangen ervan, te voorkomen.
Polijsten: Polijstgereedschappen worden gebruikt om het oppervlak van de onderdelen aan te passen om de vereiste glans te verkrijgen. Tijdens het polijsten wordt het snel roterende polijstwiel tegen het werkstuk gedrukt, zodat het schuurmiddel het werkstukoppervlak rolt en lichtjes snijdt, waardoor een helder bewerkt oppervlak wordt verkregen.
De met hoge snelheid gespoten fijne deeltjes worden ingeslagen op het oppervlak van het te bewerken object om het doel van het verwijderen van vuil en het bewerken van het oppervlak te bereiken. Na het zandstralen wordt een oxidatiebehandeling bij hoge temperatuur uitgevoerd om de corrosieweerstand en de esthetiek van het materiaal te vergroten.
1. Reiniging:
Laat de te bewerken metalen onderdelen eerst enige tijd in de reinigingsvloeistof weken om olie en onzuiverheden te verwijderen en spoel ze vervolgens af in de gootsteen.
2. Zandstralen:
Plaats de gereinigde metalen onderdelen in de zandstraalmachine voor een zandstraalbehandeling om de oppervlakteruwheid aan de eisen te laten voldoen.
3. Oxidatie:
Plaats de gezandstraalde metalen onderdelen in de oxidatievloeistof voor oxidatiebehandeling, en de tijd en temperatuur worden bepaald op basis van verschillende oxidatiemiddelen. Let tijdens het oxidatieproces op het regelen van het vloeistofniveau en de roersnelheid om een uniform oxidatie-effect te garanderen.
4. Spoelen:
Nadat de oxidatie is voltooid, haalt u de metalen onderdelen uit de oxidatievloeistof en spoelt u ze af in de gootsteen om het resterende oxidatiemiddel op het oppervlak te verwijderen.
5. Uitharding:
Plaats de gespoelde metalen onderdelen in de oven om uit te harden. De tijd en temperatuur zijn afhankelijk van de verschillende materialen en oxidatiemiddelen. Er zal zich een harde beschermfilm vormen op het oppervlak van de uitgeharde metalen onderdelen.
Het kwaliteitscontroleproces moet beginnen bij de grondstoffen, vervolgens het mechanische productieproces en ten slotte de eindinspectie van het eindproduct. In elke fase van het productieproces moeten inspecties worden uitgevoerd om ervoor te zorgen dat er tijdens het productieproces geen kwaliteitsproblemen in het product optreden.









